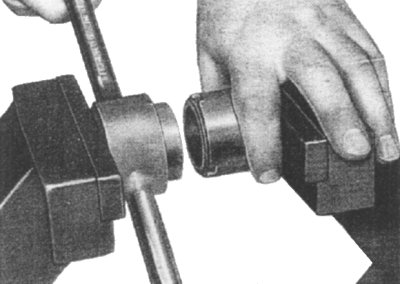
Bild 24. Dichtflächen nacharbeiten
|
Anmerkung: SW = Schlüsselweite; z. B. bedeutet
"SW 13" Schlüsselweite 13 mm.
Von den peinlich sauber gereinigten Motorteilen als erstes beide
Gehäusehälften, den Kupplungsdeckel und den Zylinderdeckel
vornehmen.
Alle Dichtflächen werden auf einer Tuschierplatte überprüft
und nötigenfalls etwas abgezogen (Schmirgelleinen), bis die
ganze Fläche ohne Scharten oder Dichtmittelrückstände ist.
Nur so haben Sie die Gewißheit, daß der Motor dicht wird. Steht
keine Tuschierplatte zur Verfügung, genügt auch der Tisch einer
Werkzeugmaschine, z. B. einer Säulenbohrmaschine.
|
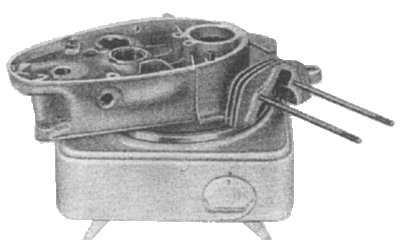
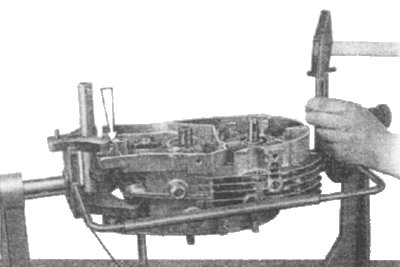
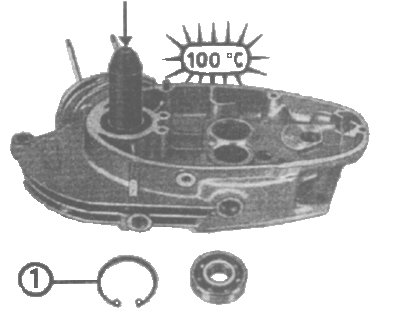
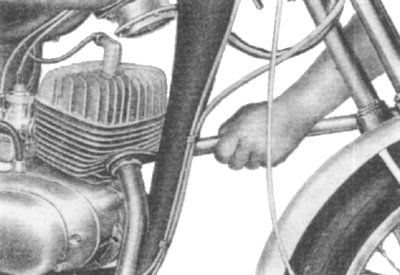
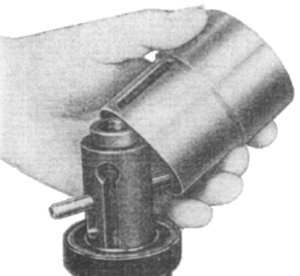
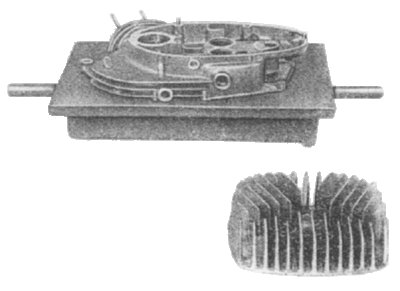
Bild 25. Gehäuse anwärmen
|
Als nächstes werden in die linke Gehäusehälfte die
Sicherungsringe für das Kurbelwellenhauptlager sowie die
Kupplungs- und Vorgelegewellenlager mit einer Spitzzange
eingesetzt und die Gehäusehälfte auf einer Elektro-Kochplatte
bis etwa 100 °C erhitzt.
Das ist unbedingt erforderlich, um alle Lager zwanglos einsetzen
zu können - ohne zu verkanten und dabei die Lagerbohrung
(Lagersitz) zu beschädigen! Nicht den Schweißbrenner
verwenden - durch örtliche Überhitzung kann sich das Gehäuse
verziehen.
|
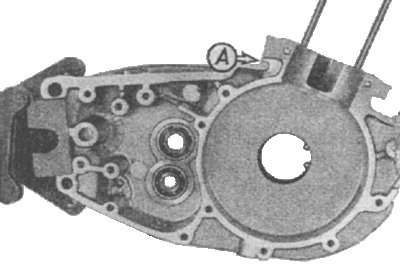
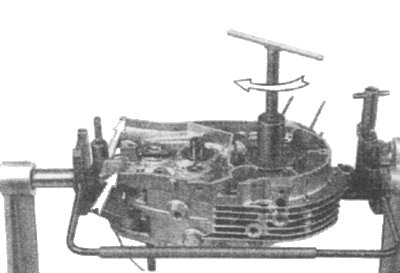
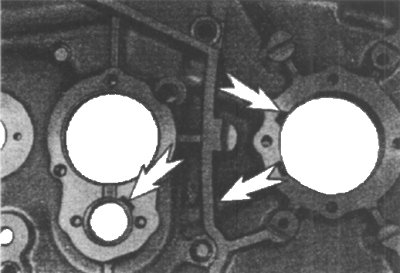
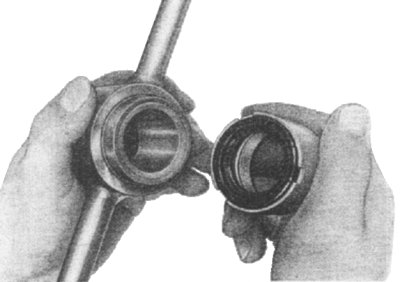
Bild 26. Einbau der Getriebelager
- Getriebegehäuseentlüftung
|
Bitte beachten:
Lager für Kupplungswelle = geschlossene Seite des Käfigs
nach dem Getriebe zu.
Lager für Vorgelegewelle = offene Seite des Käfigs nach
dem Getriebe zu.
Zum Einsetzen einen Bolzen oder ein Rohrstück (innen sauber!)
von 35 bzw. 32mm Durchmesser benutzen.
|
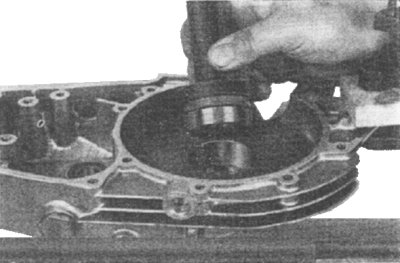
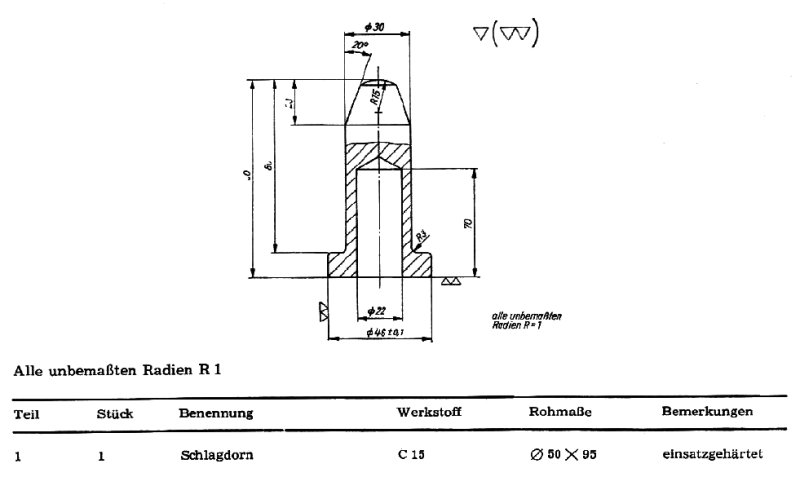
Bild 27. Kurbelwellenlager links einsetzen
|
Für das Kurbelwellenlager 6303 und gleichzeitig für den
Dichtring Schlagdorn 22-50.411 benutzen -
Dichtlippe nach außen - siehe Bild 3! Als
Kurbelwellenlager nur die geräuscharmen Sonderlager
6303 c3f verwenden!
Für die Gehäuseabdichtung an der Kurbelwelle nur grüne
Original-Dichtringe verwenden! Überprüfen, ob alle drei
Lager an den Sicherungsringen anliegen.
Die Gehäusehälfte nochmals kurz anwärmen, bis sich die kalten
Kugellager vom heißen Gehäuse her so erwärmt haben, daß die
kalten Lagersitze der Wellen im erwärmten Innenring des Lagers
so leicht gleiten können, wie vorher die kalten Außenringe
des Lagers im heißen Gehäuse.
|
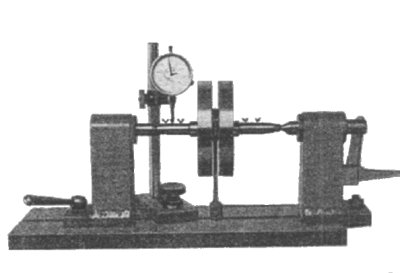
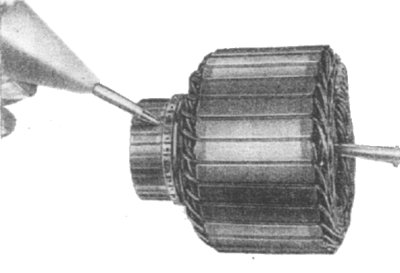
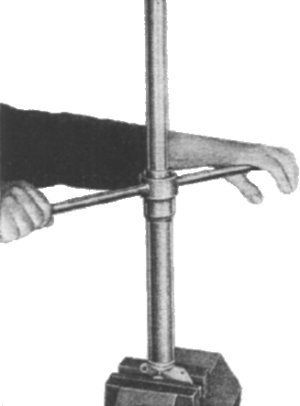
Bild 28. Kurbelwelle auf Rundlauf überprüfen
|
Alle den Kurbelwellen- und Schaltsatzeinbau betreffenden
Arbeitsgänge müssen beendet sein, bevor das Gehäuse unter 70 °C
abkühlt.
Deshalb alle einzubauenden Teile vorher überprüfen (eventuell
erneuern) und auf einer sauberen Unterlage, zusammen mit den
benötigten Werkzeugen, bereitlegen.
Jede Kurbelwelle, gleich ob neu oder regeneriert, ist vor dem
Einbau auf schlagfreien Rundlauf zu überprüfen. Sie kann durch
unsachgemäßen Transport oder gar durch Herunterfallen verdrückt
sein. In diesem Zustand eingebaut, ergibt sich vorzeitiger
Verschleiß der Kurbelwellenlager und schlechte Motorleistung,
weil der Unterbrecher nicht an der vorgesehenen Stelle oder gar
zweimal abhebt.
Steht kein Rundlaufbock zur Verfügung, kann auch zwischen den
Körnerspitzen einer Drehmaschine geprüft werden.
Höchstzulässiger Rundlaufschlag an allen Meßpunkten 0,02 mm.
|
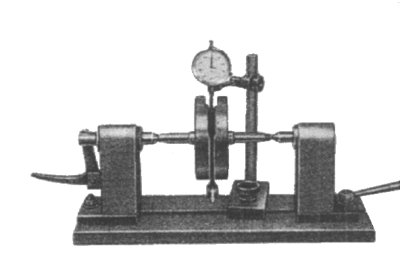
Bild 29. Pleuellager überprüfen
|
Das Radialspiel des nadelgelagerten Pleuellagers
beträgt im Neuzustand
0,015...0,030 mm
Verschleißwert
max. 0,05 mm
Laufspiel der Pleuelbuchse, neu
0,020...0,030 mm
Verschleißwert
0,045 mm
Es ist zu beachten, daß die Pleuelbuchse
oval ausschlägt!
|
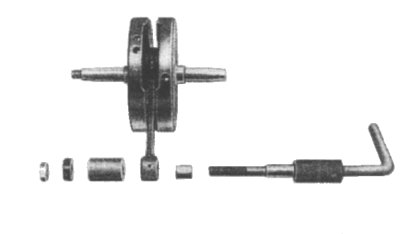
Bild 30. Pleuelbuchse wechseln
|
Ausgeschlagene Pleuelbuchsen werden mit der
Vorrichtung 11-MV 60-3 ausgewechselt. Die
neue Pleuelbuchse mit Fertigmaß wird auf die Vorrichtung
aufgeschoben und drückt beim Anziehen der Mutter die alte
Buchse heraus.
Darauf achten, daß die zu bohrenden Schmierlöcher in die
Ölfangtaschen münden.
Die Löcher sauber entgraten!
Die Passung nicht zu eng halten - das Gleitlager braucht
einen zusammenhängenden Schmierfilm!
|
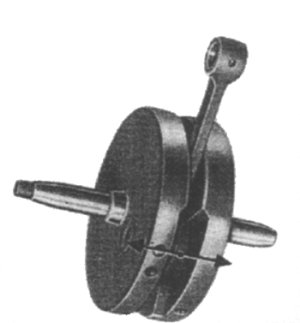
Bild 31. Kurbelwelle
|
Das Axialspiel (s. Doppelpfeil) des Pleuels in
der Kurbelwelle beträgt im Neuzustand
0,25...0,40 mm
Ist das Pleuel allseitig verkupfert, verringt sich
dieses Spiel auf
0,13...0,36 mm
Bei 0,55 mm Axialspiel ist die Kurbelwelle
verschlissen.
Die Kurbelwelle (Bild 31) wird für die Motoren der ES 125/1, TS 125,
ES 150/1 und TS 150 unverändert verwendet.
Es ist durchaus möglich, daß durch unsachgemäßen Transport oder
Lagerung die Pleuelstange der neuen Kurbelwelle verdrückt wurde.
Da durch ein verdrehtes oder schiefstehendes Pleuel nach kurzer
Laufzeit die Pleuelbuchse ausgeschlagen wird, muß in jedem Fall
kontrolliert werden.
|
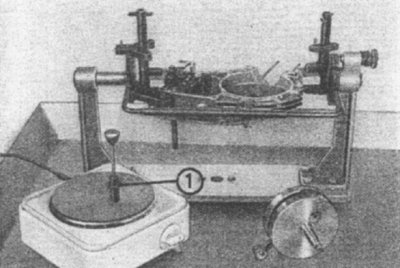
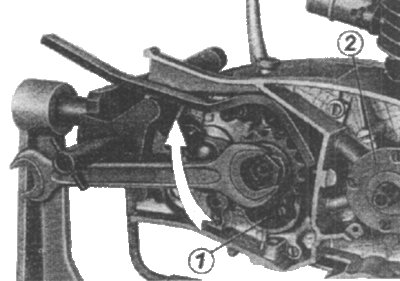
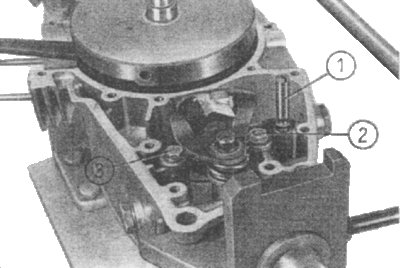
Bild 32. Kurbelwelle einsetzen
|
Den Kurbelwellenstumpf einölen.
An der nachgewärmten Gehäusehälfte wird der
Innenring des Kurbelwellenlagers durch einen erhitzten
Dorn (1) so angewärmt, daß die Kurbelwelle durch ihr
eigenes Gewicht bis zum Ansatz hindurchgleitet.
Nicht die Kurbelwelle durch ein kaltes Lager drücken oder
schlagen, sie wird dadurch unbrauchbar (Rundlauf!), bevor sie
gelaufen ist. Der Unterbrecher hebt dann irgendwo, aber nicht
an der höchsten Stelle des Nockens ab! Oder die Primärkette
wird bei jeder Umdrehung abwechselnd einmal lose, einmal stramm.
|
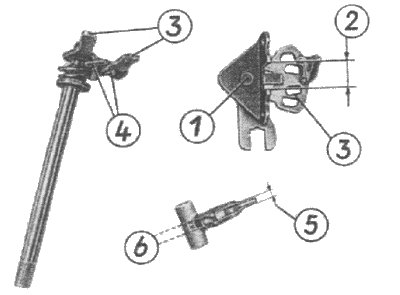
Bild 33. Kolbenbolzen ausdrücken
|
Verschleißgrenzen am Schaltmechanismus - Ursache
für Schaltfehler:
- Bolzen am Halteblech hat über 0,3 mm Spiel
- Ausschnitt am Halteblech über 0,4 mm Verschleiß
- Fenster im Segmenthebel und Klauen des Schaltstückes stark abgenutzt (rund)
- Rückholfeder erlahmt
- Schaltklaue mehr als 0,3 mm Verschleiß oder blau angelaufen
| (Neumaß 5 | -0,005 | mm) |
| -0,105 |
- Feder oder Kugel (6,35 mm) klemmt in der Schaltgabel
|
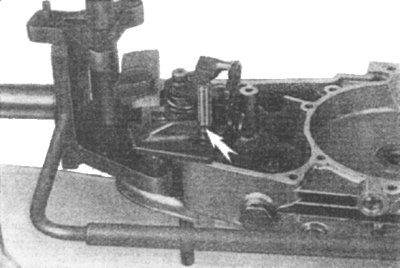
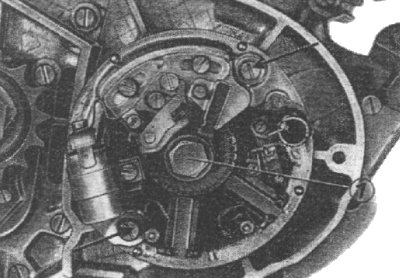
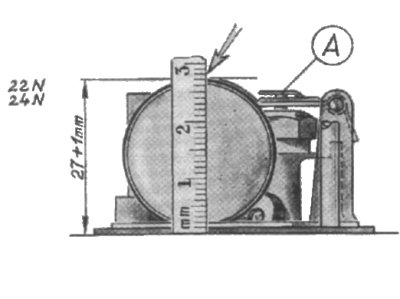
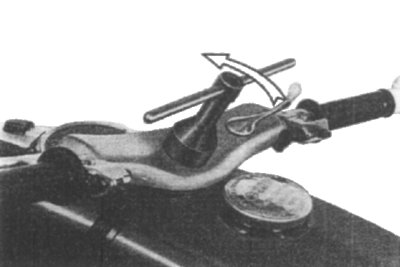
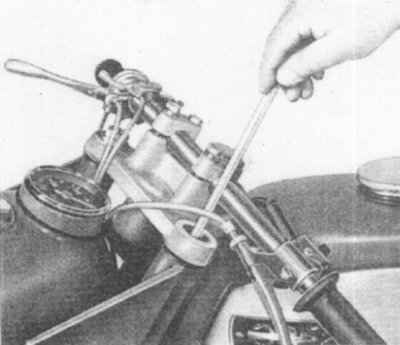
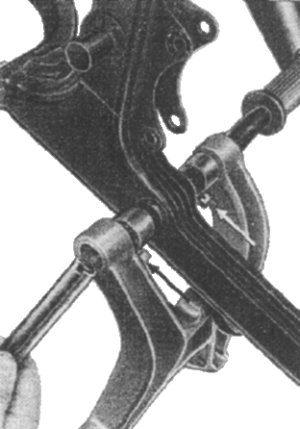
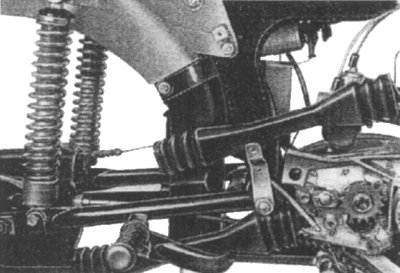
Bild 34. Schaltarretierachse einstellen
|
Halteblech mit Schaltsegment anschrauben und die
Sicherungsbleche anlegen.
Schaltwelle mit Schaltstück einschieben; die Lagerstelle der
Welle vorher leicht einölen.
Schaltarretierachse einschrauben und mit Einstelllehre
11-ML 8-4 einstellen (der Pfeil zeigt die
Bezugsrille!).
Die Kontermutter (Sicherungsblech unterlegen!) muß vor dem
Messen angezogen werden, das Festziehen der Mutter
verändert die Einstellung!
Steht die Lehre nicht zur Verfügung, dann nach dem Schema,
Bild 38, mit einem Blockmaß einstellen.
|
Bild 35. Schaltklaue einsetzen
|
Schaltklaue mit Druckfeder und Kugel über die
Schaltarretierachse schieben, dazu die Kugel mit einem
Schraubenzieher in die Bohrung drücken.
Schalthebel aufstecken und durchschalten. Dabei überprüfen,
ob die Klauen des Schaltstückes richtig einrasten (Eingriff
min. 1 mm, max. 3 mm) und der federnde Segmenthebel
beim Rücklauf das Schaltstück nicht verklemmt. Falls
erforderlich, das Halteblech nachrichten.
|
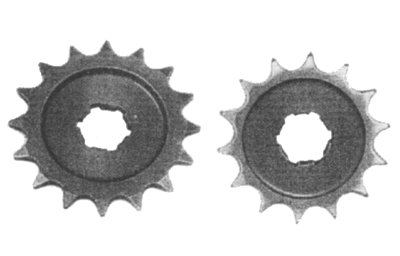
Bild 36. Schaltrad
|
Alle Klauen der Schalträder sind auf Abnutzung zu
untersuchen. Die 5°-Hinterschneidung muß noch zu
3/4
tragen, andernfalls ist dieses Teil und auch das Zahnrad zu
erneuern, in das die abgenutzten Klauen eingreifen.
Die Hinterschneidung hält unter Belastung die Zahnräder im
Eingriff - nicht die Arretierung auf der Schaltarretierachse.
|
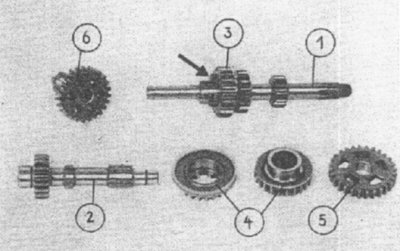
Bild 37. Fehlerquellen am Schaltsatz
|
Sind die Kanten der Nutprofile an Kupplungs- (1) und
Vorgelegewelle (2) sowie deren Schalträder [II. und IV. Gang
(3)] stark abgerundet oder gar ausgebrochen, dann müssen sie
erneuert werden.
Am Schaltradpaar für I. und III. Gang (4) die Laufflächen des
Lagerbundes auf eventuelle Druckstellen untersuchen. Bei
Neuteilen darauf achten, daß diese Teile gepaart sind - schwarzer
Farbpunkt zu schwarz und weißer zu weiß!
Am Zahnrad für I. Gang (5) auf einwandfreie Fensterkanten und
eventuelle Risse achten.
Die Laufbuchse des Schaftrades (6) auf Verschleiß Überprüfen.
Zulässiger Rundlaufschlag der Kupplungswelle
0,05 mm
Das Nachrichten darf nur durch Drücken - nicht
durch Schlagen erfolgen! Am zweckmäßigsten zwischen den Körnerspitzen
einer Drehmaschine überprüfen und richten.
|
Bild 38. Kraftfluß in den vier Gängen
|
Fehlt die auf Bild 34 gezeigte
Einstellehre, dann ein "Blockmaß" mit 13,0 mm Höhe
anfertigen. Dieses muß sich bei eingeschaltetem III.
Gang mit eben fühlbarem Widerstand einschieben lassen. Wenn
nicht, dann mit der Schaltarretierachse nacregulieren, bis
der Abstand stimmt (Bild 38).
Zwischen Schaltrad IV. Gang und Schaftrad ist bei
eingeschaltetem IV. Gang ein Abstand von 0,1...0,2 mm
erforderlich - das Schaftradlager 6004 darf nicht unter
Axialdruck stehen!
|
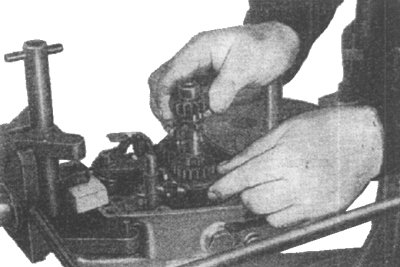
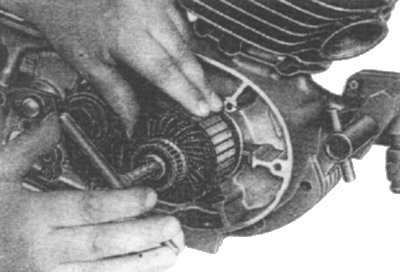
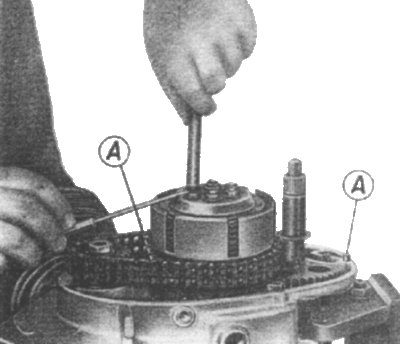
Bild 39. Schaltsatz einbauen
|
Alle Zapfen und Wellen ölen. Schalträder II. bis IV. Gang
auf die Kupplungswelle aufstecken und diese in das Kugellager schieben.
Dabei den Finger der Schaltklaue in die Führungsrillen der Schalträder
einführen. Mit einem Plastikhammer die Welle bis zum Anschlag durchklopfen.
Die Schaltklaue steht dabei im IV. Gang.
An der Vorgelegewelle zuerst das Zahnrad (Fensterrad) für den I. Gang
einlegen (glatte Seite nach oben!), dann das Schaltradpaar I. bis III.
Gang mit dem Führungsbund in das Gegenrad einführen und die
Vorgelegewelle durchstecken. Dabei seitlich verdrehen, bis das
Nutprofil durch die Schalträder gleitet.
Die Vorgelegewelle mit dem Plastikhammer bis zum Anschlag
durchklopfen.
|
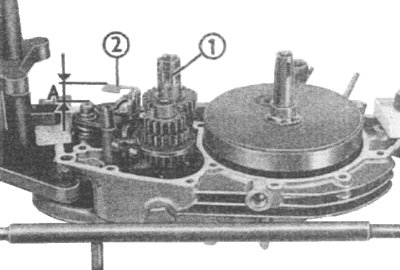
Bild 40. Linke Gehäusehälfte fertig montiert
|
Schaftrad (1) aufstecken, und Kontaktblech für
Leerganganzeige (2) überprüfen - bei Bedarf nachrichten (Maß
"A" 10...11 mm - Schaltwelle dabei niedergedrückt).
Inzwischen wurde die rechte Gehäusehälfte auf etwa 100 °C
erwärmt und der Kurbelwellendichtring (von innen her) eingeschlagen
(Ringe ohne Stahlmantel einpressen!) - mit Innenkante Gehäuse
abschneidend — Dichtlippen nach außen (siehe Bild 3).
Den Innenring des Lagers 6004 mit einem Dorn anwärmen und dieses mit
Schlagdorn 11-MW7-4 in das Gehäuse einsetzen.
|
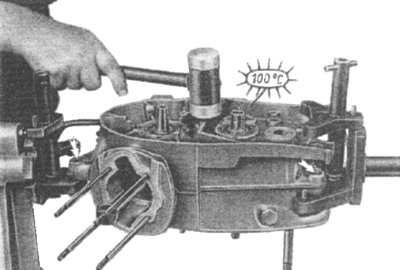
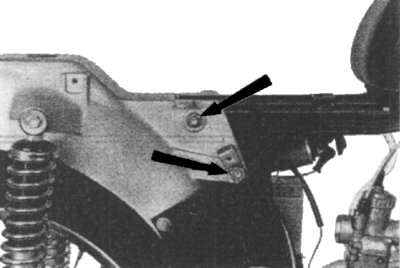
Bild 41. Rechte Gehäusehälfte aufsetzen
|
Die Dichtfläche dünn mit Dichtmittel bestreichen
(die meisten Dichtmittel lassen sich mit Nitroverdünnung verdünnen).
Nicht die Gewindebohrungen oder die Getriebeentlüftung (Bild
26) verschmieren! Gehäusehälfte auflegen und
durch leichte Schläge mit dem Plastikhammer zum Aufliegen bringen.
Mit Schlagdorn 11-MW 7-4 das Lager 6004 am
Schaftrad nachsetzen.
Beide Paßhülsen (s. Pfeile) mit Dorn 11-MW 3-4
einschlagen.
|
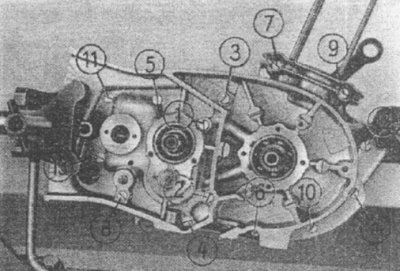
Bild 42. Gehäuseschrauben anziehen
|
Alle 14 Gehäuseschrauben mit gut passendem Schraubenzieher
(möglichst mit Bohrwinde) festziehen (max. Anzugsmoment 1,3 kpm).
Richtige Reihenfolge beachten:
In Gehäusemitte anfangen, abwechselnd rechts und links und über Kreuz
anziehen (Zahlenfolge im Bild!).
Dabei beeilen, damit das Gehäuse für die nächsten Arbeitsgänge noch
warm genug ist.
|
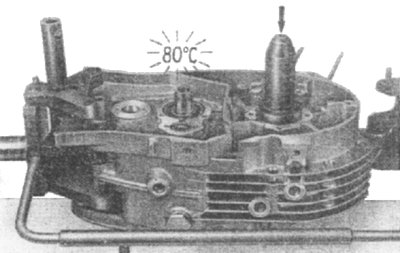
Bild 43. Rechtes Kurbelwellenlager einsetzen
|
Den Innenring des Lagers 6303 mit einem erhitzten
Dorn auf etwa 80 °C anwärmen und mit dem Schlagdorn
11-MW 7-4 durch leichtes Klopfen
bis zum Anliegen am Bund des Kurbelwellenstumpfes
einsetzen.
Besonders hier am rechten Kurbelwellenlager kommt es
darauf an, daß der kalte Außenring im heißen Gehäuse - der
heiße Innenring des Lagers auf dem kalten Kurbelwellenstumpf
- schon durch leichte Hammerschläge gleitet. Andernfalls ist
nicht fühlbar, ob das Lager bereits am Bund anliegt (s. Bild
3) oder nicht!
|
Bild 44. Verspanntes Lager
|
Ein kräftiger Hammerschlag zuviel kann folgendes
verursachen:
Die Kurbelwelle steht jetzt axial unter Druck, weil das Lager zu weit
vorgeschlagen wurde. Den Innenring drückt die in geringem Maße
federnde Kurbelwelle zurück. Damit ist das Lagerspiel (Schmierfilm!)
auch des linken Lagers mit aufgehoben. Die Kugeln tragen nicht
mehr radial, sondern laufen seitlich an - bis zum vorzeitigen Ausfall
erzeugen sie ein pfeifendes, heulendes Geräusch!
|
Bild 45. Verdrückte Kurbelwelle
|
War der Einschlagdruck noch stärker, dann wird die
Kurbelwelle seitlich zusammengedrückt. Damit hat sie
"Rundlaufschlag" und ist aus folgenden Gründen
unbrauchbar:
- Der Unterbrecher hebt nicht mehr am vorgesehenen Punkt
ab, bzw. der Verstellbereich der Unterbrechergrundplatte
reicht nicht aus.
- Der Rundlaufschlag der Kurbelwelle löst starke
Motorvibrationen aus, demzufolge kann die zu gesicherte
Motorleistung nicht mehr erreicht werden.
|
Bild 46. Verkantetes Lager
|
Wird das Lager bei kaltem Gehäuse und nicht angewärmtem
Innenring gewaltsam eingeschlagen, besteht außerdem noch die Gefahr,
daß der Außenring verkantet, d. h., nicht achsparallel sitzt.
Außerdem zu Bild 44 beschriebenen Zustand wurde
noch das Gehäuse unbrauchbar. Ein richtig montiertes Lager würde
durch den beschädigten Lagersitz wieder verkantet sitzen!
(Zur besseren Demonstration sind die drei Beispiele in den
Skizzen etwas übertrieben dargestellt!)
|
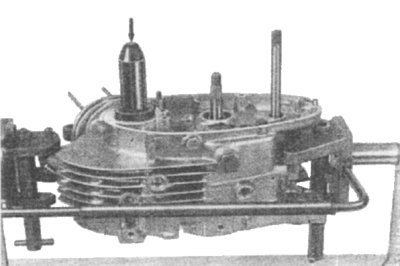
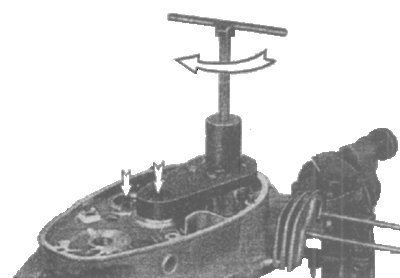
Bild 47. Kurbelwellenlager links einsetzen
|
Inzwischen ist der Innenring des dritten Kurbelwellenlagers
ebenfalls auf etwa 80 °C erwärmt worden. Das Gehäuse wird in der
Montagevorrichtung um 180° gekippt und das Lager mit dem Schlagdorn
11-MW 7-4 bis zum Anliegen an den Sicherungsring
geklopft.
|
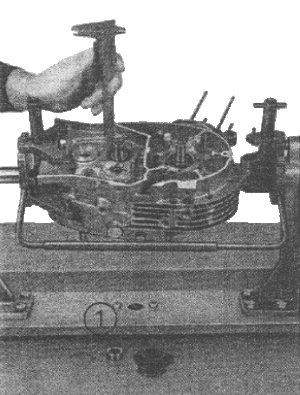
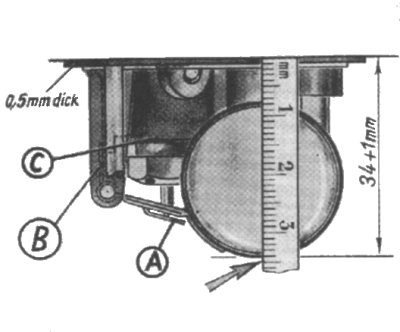
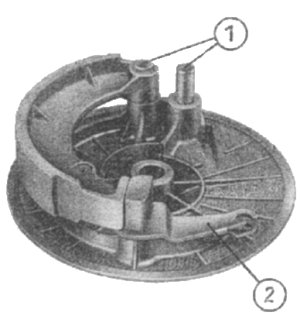
Bild 48. Abdeckblech ausgleichen
|
Den Abstand von Außenkante Gehäuse zum Lageraußenring
messen und bei Bedarf mit Distanzscheiben ausgleichen.
Es muß ein Abstand von 0,2...0,3 mm zum Abdeckblech verbleiben.
Dabei die Dicke der Originaldichtung (0,5 mm) berücksichtigen.
Überprüfen, ob die Abstandshülse (1) durch die Dichtlippe stark
eingelaufen und der Dichtring selbst noch in Ordnung ist.
Die Dichtfläche des Abdeckbleches einwandfrei säubern,
Papierdichtung (Dichtmittel!) auflegen und über Kreuz verschrauben
(Anzugsmoment 0,5 kpm).
|
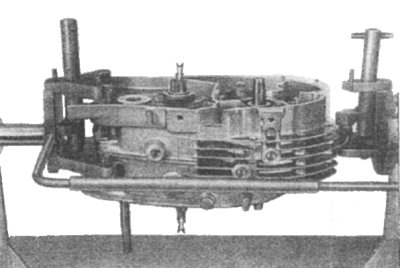
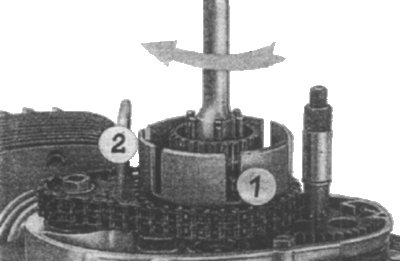
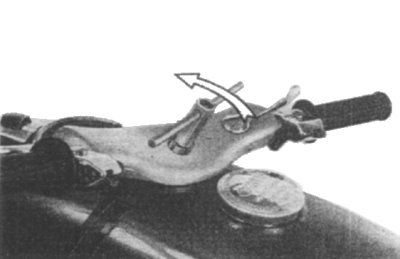
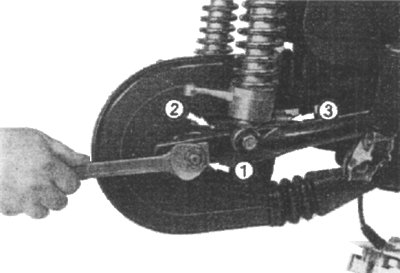
Bild 49. Getriebe ausgleichen
|
Den Motor senkrecht stellen - liegt kein Montagefehler
(Bilder 44...46) vor, muß sich die
Kurbelwelle leicht drehen lassen.
Auch das Getriebe wird probeweise durchgeschaltet - dabei ist an der
Kupplungswelle zu drehen. Die Kupplungswelle muß leichtgängig sein,
wenn nicht, dann mit dem Plasthammer die Welle (unterer Pfeil) 0,2 mm
vor- und mit einem Kupferdorn (durch das Schaftrad) wieder zurückschlagen
(oberer Pfeil). Jetzt muß das auf Bild 38 gezeigte
Axialspiel zwischen der Stirnseite des Nutprofils der Kupplungswelle
und dem Schaftrad vorhanden sein.
Die Lippe am Dichtring im Abdeckblech leicht einfetten - Abstandshülse
[(1) in Bild 43] aufschieben. Getriebekettenrad
(Aussparung nach dem Motor zu) und Sicherungsblech aufstecken. Mutter
SW 27 mit 6 kpm anziehen (Linksgewinde!) und das Sicherungsblech
anlegen.
Mit Gegenhalter 05-MW 45-3 oder alter Kette
arretieren.
|
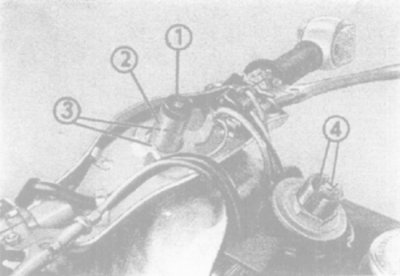
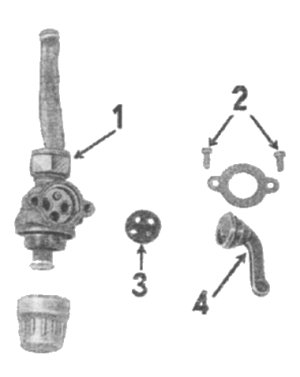
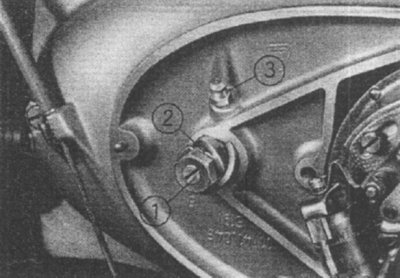
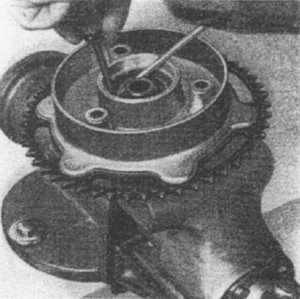
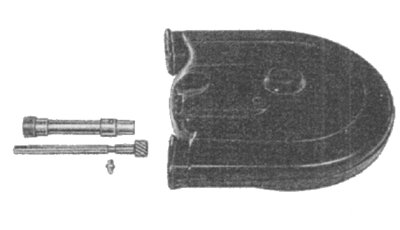
Bild 50. Dichtkappe ausgleichen
|
Nach der Überprüfung des Dichtringes 17x30x7 in der
Dichtkappe ist mit der Schiebelehre (Meßschieber) der Abstand (1)
zwischen Dichtkappe und Kugellager auszumessen und durch Beilegen
von Distanzscheiben ein Axialspiel von 0,2...0,3 mm herzustellen.
Die Dicke der Original-Papierdichtung (2) von 0,5 mm ist dabei zu
berücksichtigen.
|
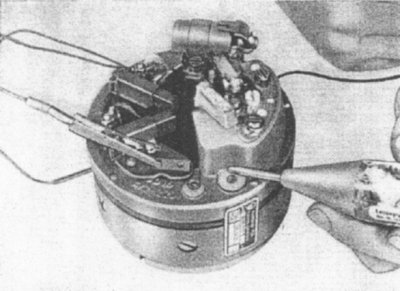
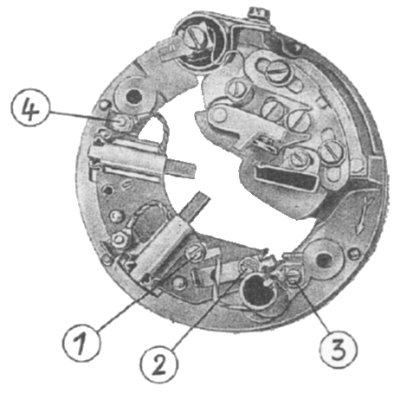
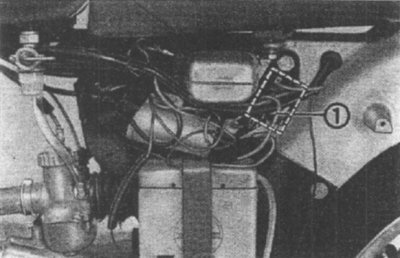
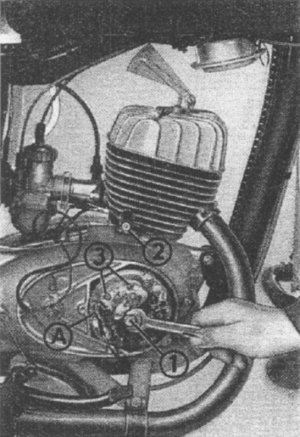
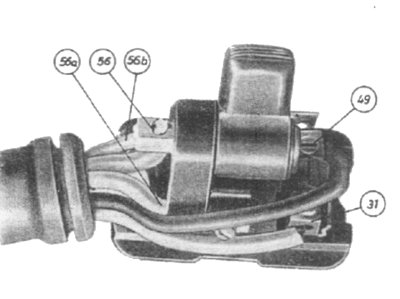
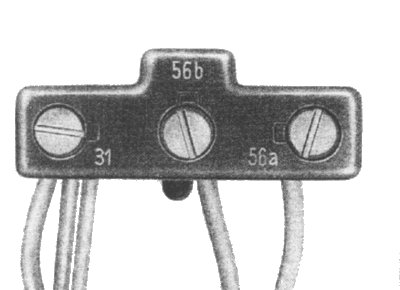
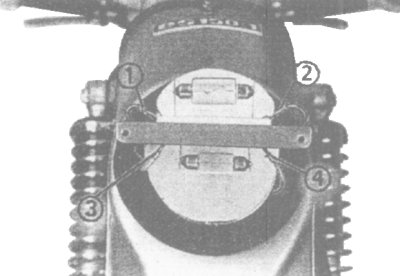
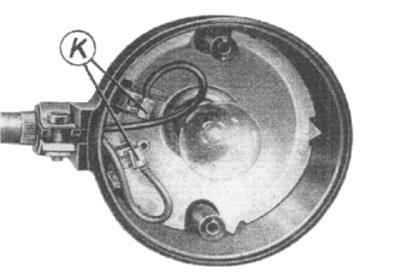
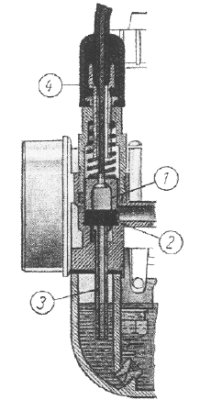
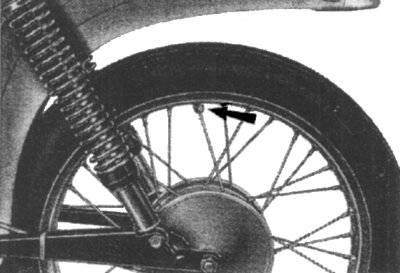
Bild 51. Einstellen des Leergang-Kontrollschalters
|
Leuchtet die grüne Kontrollampe (bei eingebautem Motor)
nicht auf, dann die Klemme am Zuleitungskabel lösen und das von
der Kontrollampe kommende Kabelende an Masse legen. Leuchtet die
grüne Lampe wiederum nicht auf, so ist die Zuleitung oder die
Glühlampe defekt. Leuchtet sie jedoch auf, dann liegt der Fehler
am Kontaktschalter; das Kontaktblech hat weniger Abstand als
erforderlich (Bild 40).
Von Außenkante Gehäuse bis Oberkante Kontaktblech sind 12,5 mm
Abstand notwendig. Falls erforderlich, mit einer gekröpften
Fahrrad- oder Motorradspeiche das Kontaktblech auf das erforderliche
Maß heranziehen (dazu muß natürlich das Getriebe auf Leergang
geschaltet sein).
|
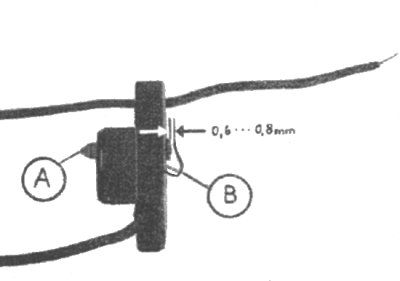
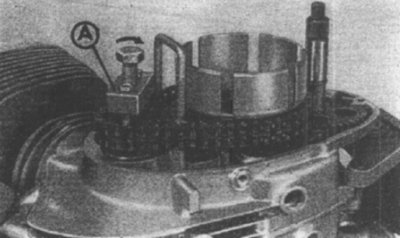
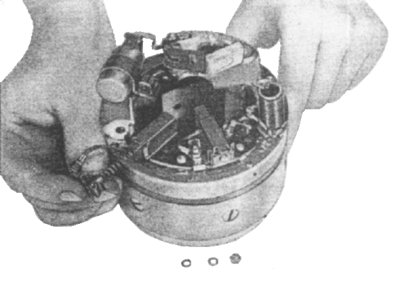
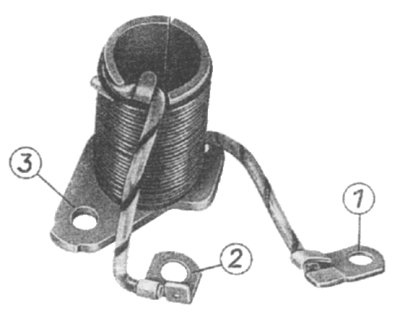
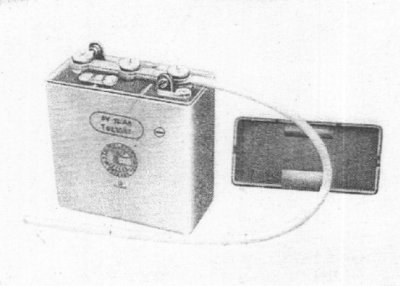
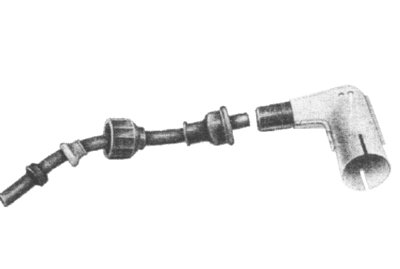
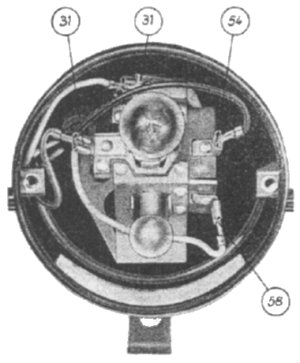
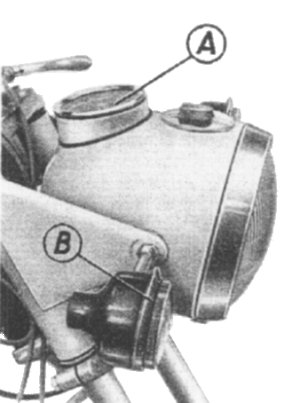
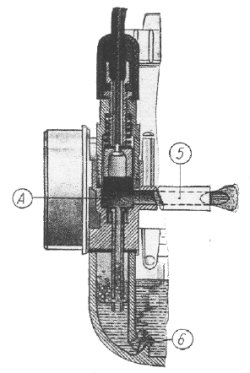
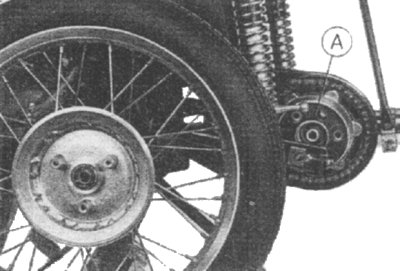
Bild 52. Leergang-Kontrollschalter
|
Oder der Abstand zwischen Kontaktbolzen (A) und Kontaktfeder
(B) ist deshalb zu groß, weil letztere zurückgebogen wurde. Ist die
Kontaktfeder oxydiert oder verschmutzt, fehlt ebenfalls der
Massedurchgang.
Bei Austausch des Kontaktschalters nicht irrtümlich einen der MZ 125/2
(oder noch älter) einbauen. Diese sind zwar der jetzigen Ausführung
ähnlich, der Kontaktbolzen ist jedoch 1,5 mm länger. Dadurch ist es
möglich, daß dieser hinter das Kontaktblech hakt und damit den
Schaltmechanismus blockiert, d. h., der Fußschalthebel läßt
sich bewegen, ohne die Gänge zu schalten.
Die Planfläche des Schalters dünn mit Dichtmittel bestreichen und
mit dem Gehäuse verschrauben.
|
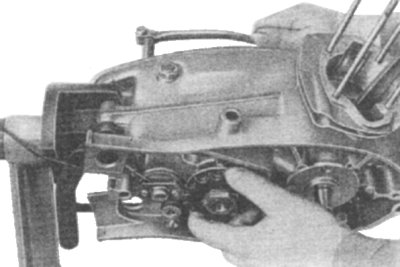
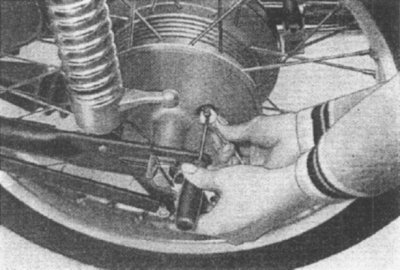
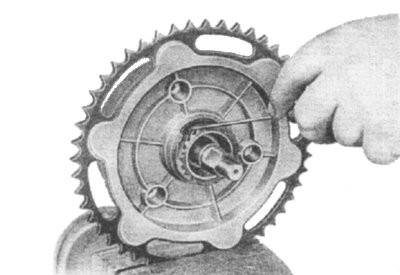
Bild 53. Schaltprobe
|
Probeweise alle vier Gange durchschalten. Dabei durch
Gegeneinanderverdrehen von Kupplungswelle und Getriebekettenrad
überprüfen, ob die Gänge einwandfrei einrasten.
|
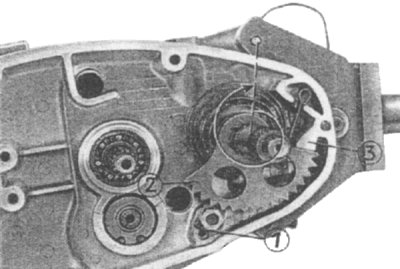
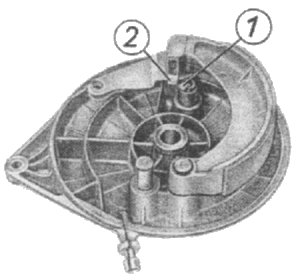
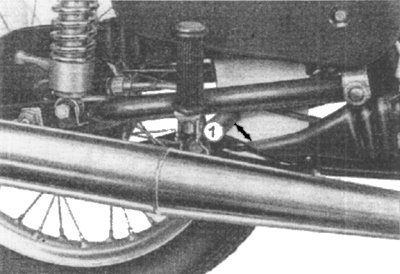
Bild 54. Kickstarteranlage einbauen
|
Sicherungsblech (1) der Mutter der Schaltarretierachse
anlegen.
Die Zähne des Startsegmentes an der anlaufenden Seite (2) auf
Abnutzung überprüfen.
Das abgewinkelte Ende der Kickstarterfeder in den Schlitz
am Startersegment einschieben - eventuell etwas nachrichten,
damit das Federende stramm sitzt.
Führungs- (oder Anlauf-) Scheibe 30x17x1
aufstecken und die Starterwelle mit Feder montieren. Den
Kickstarterhebel aufstecken und die Starterfeder im
Uhrzeigersinn eine Umdrehung vorspannen. Dazu ist die
Starterwelle so weit herauszuziehen, daß das Segment eben am
Anschlag (3) vorbeigeht. Das eingerollte Federende dabei in
die Halterung drücken.
|
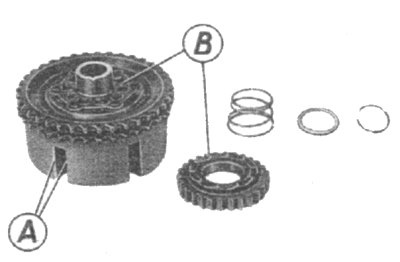
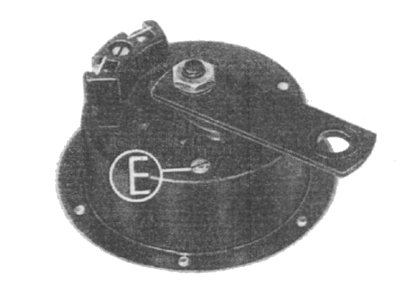
Bild 55. Verschleiß an der Kupplungstrommel
|
An der kompletten Kupplungstrommel überprüfen:
- ob sich die Mitnehmer der Reibbelagscheiben in der
Kupplungstrommel eingeschlagen haben.
Kleine Vertiefungen werden mit einer Schlichtfeile
ausgeglichen. Bei tieferen Druckstellen muß das Teil
erneuert werden, weil die Kupplung in diesem Zustand
nicht mehr einwandfrei trennt.
- ob die Kanten der Fenster im Mitnehmer und der dort
eingreifenden Klauen des Kickstarterrades stark
abgenutzt (abgerundet) sind. Bei starkem Verschleiß
auswechseln, sonst rutscht der Kickstarter durch.
|
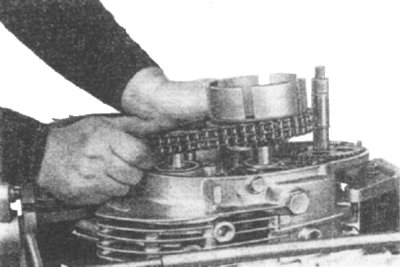
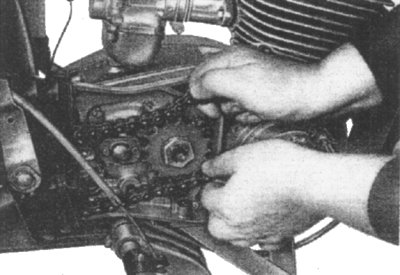
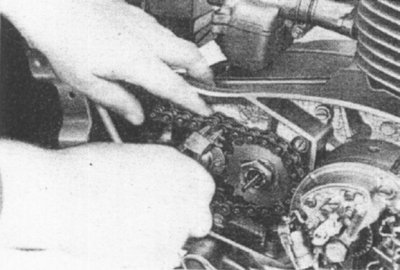
Bild 56. Primärantrieb überprüfen
|
Kettenrad auf Kurbelwelle, Hülsenkette und
Kupplungskettenrad auf Verschleiß untersuchen. Dazu diese Teile
provisorisch aufstecken.
Bei senkrecht stehendem Motor darf - wenn ein Kettenstrang
gestreckt ist - der andere nicht mehr als max. 8...10 mm durchhängen.
Bei zu großem Kettendurchhang "peitscht" diese, steigt
dabei auf die Zähne auf und reißt eventuell.
Bei Auswahl der neuen Kette auf die farbige Kennzeichnung
derselben bzw. den Stempelaufdruck auf der Verpackung achten:
grün = normal, für neuwertige Kettenräder
gelb = minus 0,1 mm, bei geringerer Abnutzung verwenden
weiß = minus 0,2 mm, bei größerer Abnutzung verwenden
blau = minus 0,3 mm
Hülsenketten mit dem Toleranzbereich "weiß" und
"blau" stehen nur in geringen Mengen zur Verfügung.
|
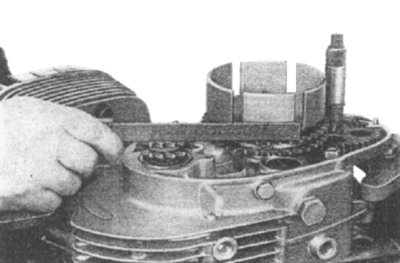
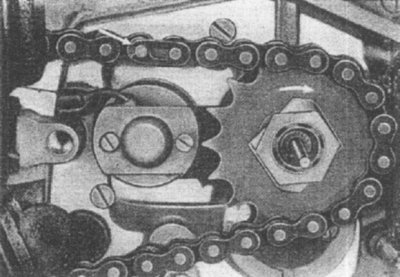
Bild 57. Primärantrieb fluchten
|
Erst die Anlaufscheibe 25x15x0,5, dann die
Kupplungstrommel mit Laufbuchse auf die Kupplungswelle sowie
das Kettenrad auf den Kurbelwellenstumpf aufstecken.
Mit Lineal oder Schiebelehre ist zu überprüfen, beide Kettenräder
fluchten. Korrigiert wird durch Ausgleichscheiben (0,1; 0,2; 0,3;
0,5 mm dick) zwischen Laufbuchse und Anlaufscheibe.
Nicht fluchtende Kettenräder verursachen vorzeitigen Verschleiß
an Kette und Rädern.
|
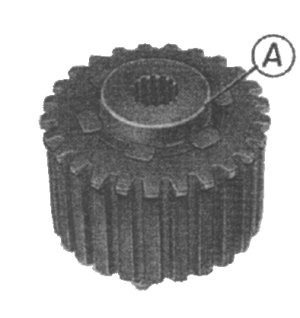
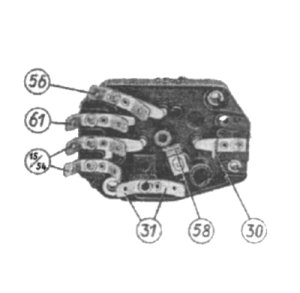
Bild 58. Innerer Kupplungsmitnehmer
|
Am inneren Mitnehmer ist zu überprüfen, ob die Innenverzahnung
noch "klapperfrei" auf dem Profil der Kupplungswelle sitzt.
Eben sicht- oder fühlbare Eindrücke durch die Kupplungs (Stahl-) Lamellen
im Nutprofil des Mitnehmers sind unbedenklich.
Bei Vertiefungen über 0,1 mm muß der innere Mitnehmer erneuert werden.
Die Mitnehmer für die Ausführungen Duplex- oder Simplexkette
sind wegen unterschiedlicher Bundhöhe (A) nicht austauschbar.
|
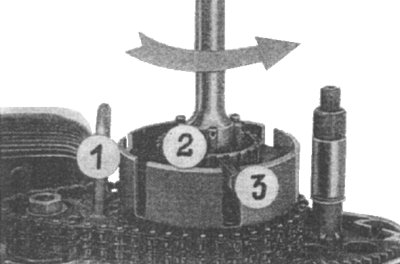
Bild 59. Mitnehmer befestigen
|
Gegenhalter 12-MW 5-3 (1) einsetzen,
inneren Mitnehmer (2) aufstecken und mit Gegenhalter
01-MW 22-4 (3) arretieren. Auf die
Kupplungswelle zuerst den Federring, dann das Sicherungsblech
aufstecken - die Öse über einen der Federbolzen, Kröpfung
nach unten. Die Mutter (SW 19) mit einem Steckschlüssel
auf 6+1 kpm anziehen
(Linksgewinde!). Sicherungsbleche anlegen.
Federring auf den Kurbelwellenstumpf auflegen und Mutter
(SW 19 - Rechtsgewinde) mit ebenfalls 6+1
kpm anziehen.
|
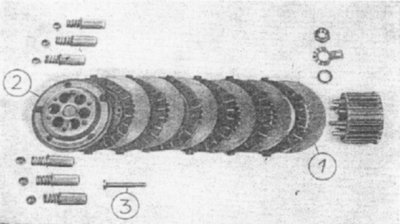
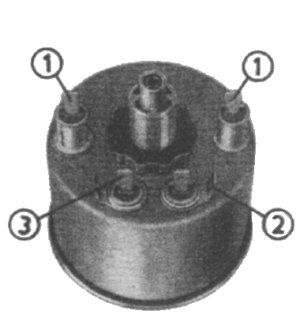
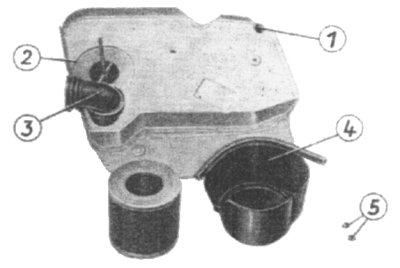
Bild 60. Kupplung zerlegt
- Haltelamelle
- Federteller
- Drucknagel
|
Stahllamellen:
Durch Auflegen eines Lineals oder einer Schiebelehre überprüfen,
ob die Flächen noch plan sind - eventuell auf einer Richtplatte
kontrollieren.
Reibbelaglamellen:
| Dicke, neu | 3,4 ± 0,1 mm |
| max. Verschleißwert | -0,2 mm |
Druckfeder
| Länge, entspannt | 49 mm |
| Federkraft | 16 kp bei einer |
| Einbaulänge von | 31,5 mm |
|
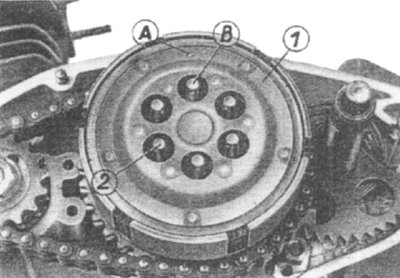
Bild 61. Einbau der Kupplung
|
Zuerst die etwas dickere Haltelamelle und dann in der
richtigen Reihenfolge (Bild 60) die übrigen
Kupplungsscheiben einlegen. Den Drucknagel beiderseits
fetten und in die Kupplungswelle stecken.
Den Federteller (1) so aufsetzen, daß die Federbolzen (2) genau
in der Mitte der kreisförmigen Ausschnitte stehen - das ist
gewährleistet, wenn sich der Bolzen (B) mit Farbtupf (oder
Körner auf Kupplungsmitnehmer) und der Ausschnitt mit dem
(Buckel (A) gegenüberstehen. Die Federkappen sowie die
Druckfedern selbst dürfen nicht klemmen oder scheuern!
|
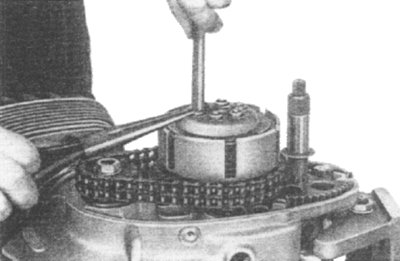
Bild 62. Kupplungsdruckfedern befestigen
|
Mit "Druckbolzen für Kupplungsdruckfeder"
11-MW 15-4 die Nippel und Druckfedern
niederdrücken und die Zylinderstifte einschieben.
Unterlegscheibe 20x30x1 auf die Kickstarterwelle auflegen.
|
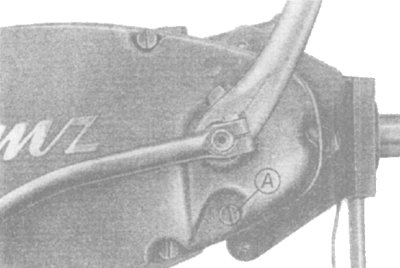
Bild 63. Kupplungsdeckel aufsetzen
|
Papierdichtung (ohne Dichtmittel!) und tuschierten
Kupplungsdeckel auflegen - Schrauben gleichmäßig anziehen
(Anzugsmoment 1,3 kpm).
Kickstarter- und Schalthebel aufschieben und Klemmschrauben
festziehen. Nach der Probefahrt beide Schrauben nachziehen.
Die Ölablaßschraube M 18x1,5 (mit Magnetstopfen, um metallischen
Abrieb festzuhalten) im Kurbelgehäuse sowie die
Ölstand-Kontrollschraube (A) in den Kupplungsdeckel einschrauben.
Auf guten Zustand der Dichtringe achten.
|

Bild 64. Kolbenkennzeichnung
|
Die Signierung auf dem Kolbenboden bedeutet:
- Pfeil - muß in eingebautem Zustand in Richtung
Auslaßfenster zeigen.
- 51,98 - das ist das "Nennmaß" des Kolbens,
d. h., dieser hat 51,98 mm Durchmesser. Mit einem
Zylinder gepaart, der "+ 1" signiert ist,
ergeben sich 0,03 mm Einbauspiel.
Die Fertigmaße für Zylinderbohrung (gehont) und
Kolbendurchmesser sind, wie für jedes andere Teil, toleriert,
z.B. die Zylinderbohrung +4...6 µm. Damit nicht obere
Toleranzgrenze des Kolbens und untere Toleranzgrenze des
Zylinders (oder umgekehrt) zusammenkommen, müssen beide Teile
gemessen und entsprechend dem vorgeschriebenen Einbauspiel
ausgesucht werden.
|

Bild 65. Kolben messen
|
Gemessen wird das "Nennmaß" an Unterkante
Kolbenhemd. Der Kolbenschaft ist konisch - an der Ringpartie
ist die schwächste Stelle.
| Einbauspiel | Verschleißwert |
Kolben-Zylinder
ES/TS 125/150 0,03 mm |
0,25 mm |
Kolbengrößen für beide Typen:
8 Übermaße - jeweils um 0,25 mm dicker - sind möglich. Mehr als
2 mm darf nicht ausgeschliffen werden, weil sich dann eventuell
die Zylinderlaufbuchse verformt.
|
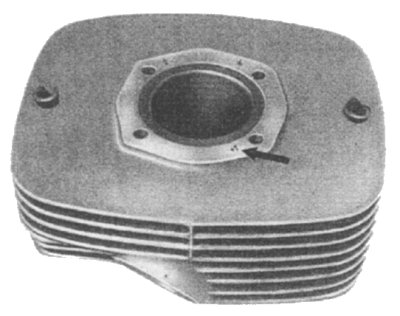
Bild 66. Zylinderkennzeichnung
|
Der Verschleißwert (Einbauspiel) bezieht sich auf die
Meßwerte im oberen und unteren Viertel der Zylinderlaufbahn. In
der Mitte, zwischen den Kanälen, ist die Abnutzung naturgemäß
etwas größer. Der Pfeil zeigt auf die Signierung des Nennmaßes
auf dem Zylinder.
| 0 | = | Vollmaß |
| +1 | = | 0,01 mm über Vollmaß |
| +2 | = | 0,02 mm über Vollmaß. |
Die anderen Zahlen bedeuten Fertigungsmonat (2) und
Fertigungsjahr (4), hier also Februar 1974.
|

Bild 67. Zylinder messen
|
Um Meßfehler auszuschließen, muß das Innenmeßgerät
mit einem Lehrring (oder hilfsweise Mikrometer) auf das in
Frage kommende Grundmaß von 52 bzw. 56 mm genau eingestellt
werden.
|
Bild 68. Steuerdiagramm
|
Alle MZ-Serienmotoren haben ein "symmetrisches"
Steuerdiagramm. Bezogen auf den Überströmwinkel von 115° heißt das,
daß die Überströmkanäle 57,5° vor dem unteren Totpunkt öffnen und
57,5° nach UT schließen.
Auslaß und Überströmen werden vom UT, der Einlaß vom OT aus
gemessen.
Steuerzeiten
| | ES 125 | ES 150 | ES 125/1 und 150/1
TS 125 und 150 |
Einlaß
mit Spitze | 142° | 142,5° | 150° |
Einlaß
ohne Spitze | 126° | 126° |
| Überströmen | 110° | 110° | 115° |
| Auslaß | 152° | 150° | 165° |
|
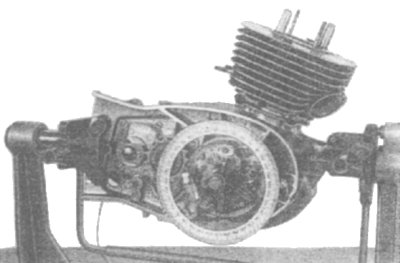
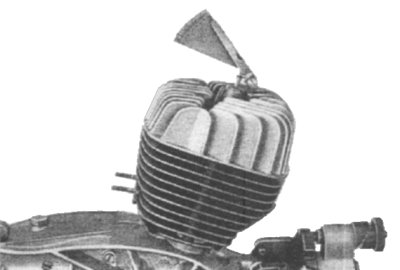
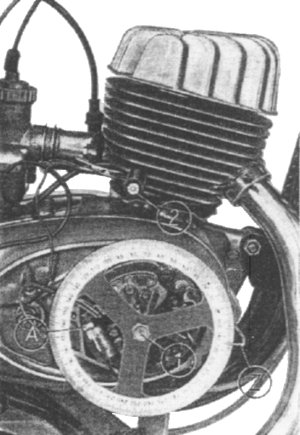
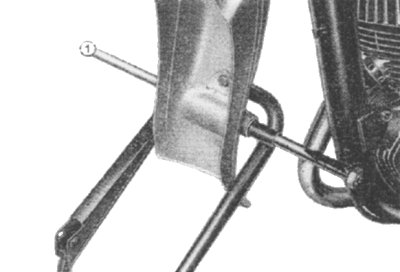
Bild 69. Steuerzeiten ermitteln
|
Eine behelfsmäßige Gradscheibe (360°-Winkelmesser)
zur Überprüfung der Steuerzeiten kann von jedem größeren
Schreibwarengeschäft (Schulbedarf) bezogen werden. Durch
Aufnieten einer Blechscheibe wird sie für den Werkstattgebrauch
verstärkt.
Den Zylinder festspannen, bevor am Zeiger die ermittelten Werte
abgelesen werden.
|

Bild 70. Ringnuten überprüfen
|
Wird ein gebrauchter Kolben wieder verwendet, so sind
die Kolbenringe auf Leichtgängigkeit in den Ringnuten
zu untersuchen. Besondere Aufmerksamkeit auf den oberen Ring
richten - dieser bekommt die meiste Wärme. Bei abnormal hoher
Betriebstemperatur durch falsche Vergaser- oder Zündeinstellung
kann er sich auch verziehen - erkennbar an der wellenförmigen
Anlagefläche.
Jeder Ring kommt wieder in die Nut (auch nicht seitenverkehrt!),
in der er vorher war und sich eingelaufen hat.
| Ringnutenbreite | Verschleißwert |
| 2,04+0,02 mm | 2,10 mm |
Ringe mit zuviel Höhenspiel sind nicht mehr gasdicht
und erzeugen ein "schwirrendes" Geräusch.
Sind die Arretierstifte in den Ringnuten locker, darf der Kolben
nicht wieder verwendet werden.
|

Bild 71. Ringnuten säubern
|
Zum Säubern der Ringnuten ist ein angeschärftes
Kolbenringstück zu verwenden, weil mit Schaber oder Schraubenzieher
eventuell die Nut erweitert wird.
Lose, schuppenartige Rückstände auf dem Kolbenboden werden mit einer
Drahtbürste entfernt. Die feste Schicht bleibt, weil sie den Kolben
vor unerwünschter Wärmeaufnahme schützt.
Das gleiche gilt für Rückstände an der Ringpartie und am Kolbenhemd.
|

Bild 72. Kolbenringstoß überprüfen
|
| Kolbenringstoß | |
| im Neuzustand | 0,2 mm |
| Verschleißwert | 1,5 mm |
Zu wenig Ringstoß verklemmt die Kolbenringe - durch
erhöhte Reibung starker Verschleiß!
Die Ansicht, daß durch Einbau eines Satzes neuer Kolbenringe die
Leistung eines längere Zeit gelaufenen Motors verbessert wird, ist
falsch. Die Zylinderbohrung ist entsprechend der Fahrleistung mehr
oder weniger oval, die neuen Ringe aber sind kreisrund. Demzufolge
schlagen die Verbrennungsgase durch. Die Ringe werden aufgeheizt,
verziehen sich und sitzen dann eventuell fest. Oft entstehen daraus
Kolbenklemmer!
Sollte bei der Montage einmal ein Kolbenring zerbrochen werden,
dann ist nur bis zu einer Laufleistung von höchstens 3000 km das
Einsetzen eines neuen Ringes als einwandfrei zu bezeichnen.
Darüber hinaus muß ausgeschliffen bzw. nachgehont und ein neuer
Kolben eingebaut werden.
|
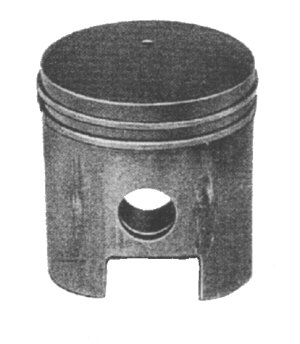
Bild 73. Kolbenklemmer
|
Klemmspuren werden nur mit der Schlichtfeile oder einem
Ölstein (Schmirgelfeile) entfernt, nicht mit Schmirgelleinen oder
-papier.
Nebenstehender Kolben hat geklemmt, weil der Kolbenbolzen zu
stramm in den Bolzenaugen saß!
Unbedingt beachten:
Keinen Kolben mit der Kennzeichnung "GG" auf dem
Kolbenboden verwenden. Dieser ist für die Graugußzylinder älterer
MZ-Typen vorgesehen.
|
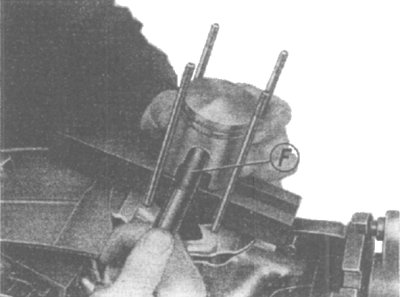
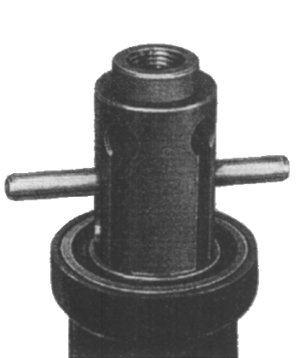
Bild 74. Kolbenbolzen einschieben
|
Zum Einschieben des Kolbenbolzens darf der Kolben nicht
unterkühlt, sondern muß "handwarm" (etwa 35...40°C) sein.
Nachdem die Pleuelbuchse geölt und der Kolben auf die Unterlage
22-50.412 gesetzt wurde, kann mit Hilfe des
Führungsdornes 02-MW 33-4 (F) der Kolbenbolzen
mit dem Daumen eingedrückt werden.
Die Stehbolzen zur Zylinderbefestigung mit 2 kpm anziehen.
|

Bild 75. Kolbenbolzen sichern
|
Die Sicherungsringe werden so eingesetzt, daß die Ösen
nach oben oder unten zeigen - nicht seitwärts. Auf einwandfreien
Festsitz in den Nuten ist besonders zu achten. Nur neue
Sicherungsringe verwenden!
Folgende Kolbenbolzenübergrößen stehen zur Verfügung:
0,01 mm
0,02 mm
0,03 mm
Beim Einpassen des Kolbenbolzens Text zu Bild
30 beachten.
|
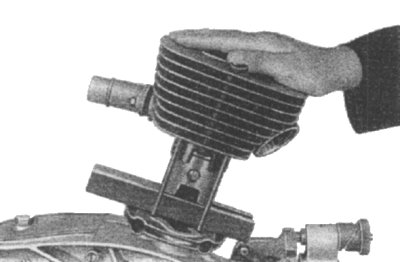
Bild 76. Zylinder aufsetzen
|
Beim Aufsetzen des Zylinders darauf achten, daß der
Ringstoß an den Arretierstiften steht, sonst bricht der betreffende
Ring!
Um die Zylinderfußdichtung vor Beschädigung zu schützen, kleben wir
sie mit zwei Fettupfen am Zylinder fest. Nun noch die Zylinderlaufbahn
mit Motorenöl einreiben und der Zylinder kann - ohne Gewaltanwendung
- über den Kolben geschoben werden.
Kolbenunterlage herausziehen.
Dabei ist der Zylinder mit einr Hand festzuhalten damit er nicht
niederrutscht.
|
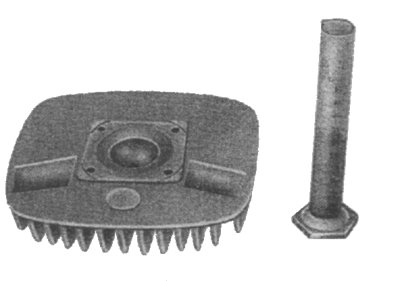
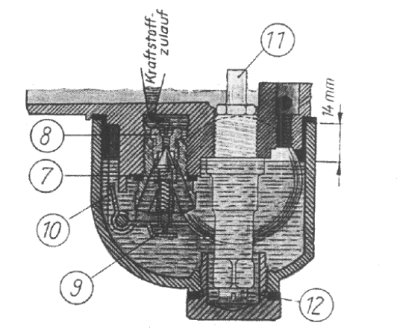
Bild 77. Verbrennungsraum auslitern
|
Zwischen Zylinder und Zylinderdeckel ist keine
Dichtung vorgesehen. Nicht aus Ersparnisgründen, sondern
um besseren Wärmeübergang zu erzielen. Die Dichtflächen des
Zylinderdeckels (auf alle Fälle) und des Zylinders sind auf
der Tuschierplatte zu überprüfen, ob sie plan sind (siehe
auch Bild 24).
Ist der Deckel stark verzogen, kann er mit Hilfe eines
Drehdornes mit Gewindezapfen M 14x1,25 nachgedreht werden. Er
wird am Zündkerzengewinde aufgenommen.
Nicht mehr als 0,3 mm nachdrehen, das Verdichtungsverhältnis
wird sonst zu hoch.
Die vier Stützecken müssen 0,1...0,15 mm zurückstehen, nicht
mehr.
Verbrennungsraum bei eingeschraubter Zündkerze:
ES 125 = 15,4 cm³
ES 150 = 18,0 cm³
ES 125/1 und TS 125 = 14,0 cm³
ES 150/1 und TS 150 = 16,5 cm³
Zum Auslitern Kraftstoffgemisch verwenden - mit
Meßglas einfüllen.
|
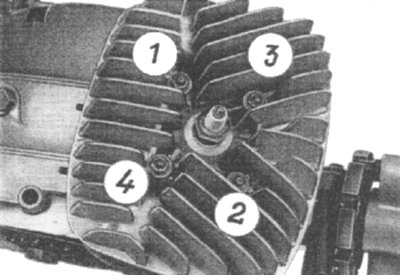
Bild 78. Zylinderdeckel befestigen
|
Fast ausnahmslos ist für undichte Zylinderdeckel das
falsche Anziehen derselben verantwortlich. Es muß immer
"über Kreuz" angezogen werden, d. h. in der
Reihenfolge 1-2-3-4. Zuerst nur leicht anziehen, erst bei
der zweiten Runde wird mit etwa 1,8 kpm angezogen.
|
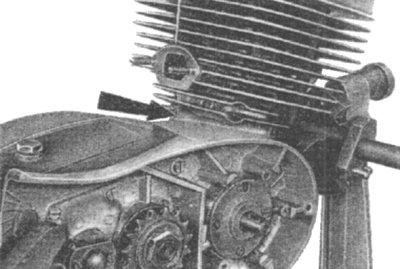
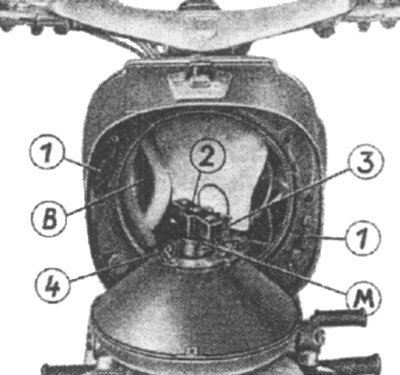
Bild 79. Motor komplettieren
|
Da das Gehäuse inzwischen erkaltet ist, werden alle
14 Gehäuseschrauben nochmals nachgezogen (beachte Bild
42).
Die Bohrung für die Getriebegehäuseentlüftung (s. Pfeil)
ist mit einem Draht zu durchstoßen, damit diese nicht durch
verhärtetes Dichtmittel verschlossen wird.
Nicht vergessen, Öl aufzufüllen.
|